
The necessity to look further afield is minimised, with our in-house extended plastic fabrication services: line bending; RAD corners; rebating; deburring and scraping; v-grooving; chamfer and bevel.
Plastic Fabrication Services
LINE BENDING
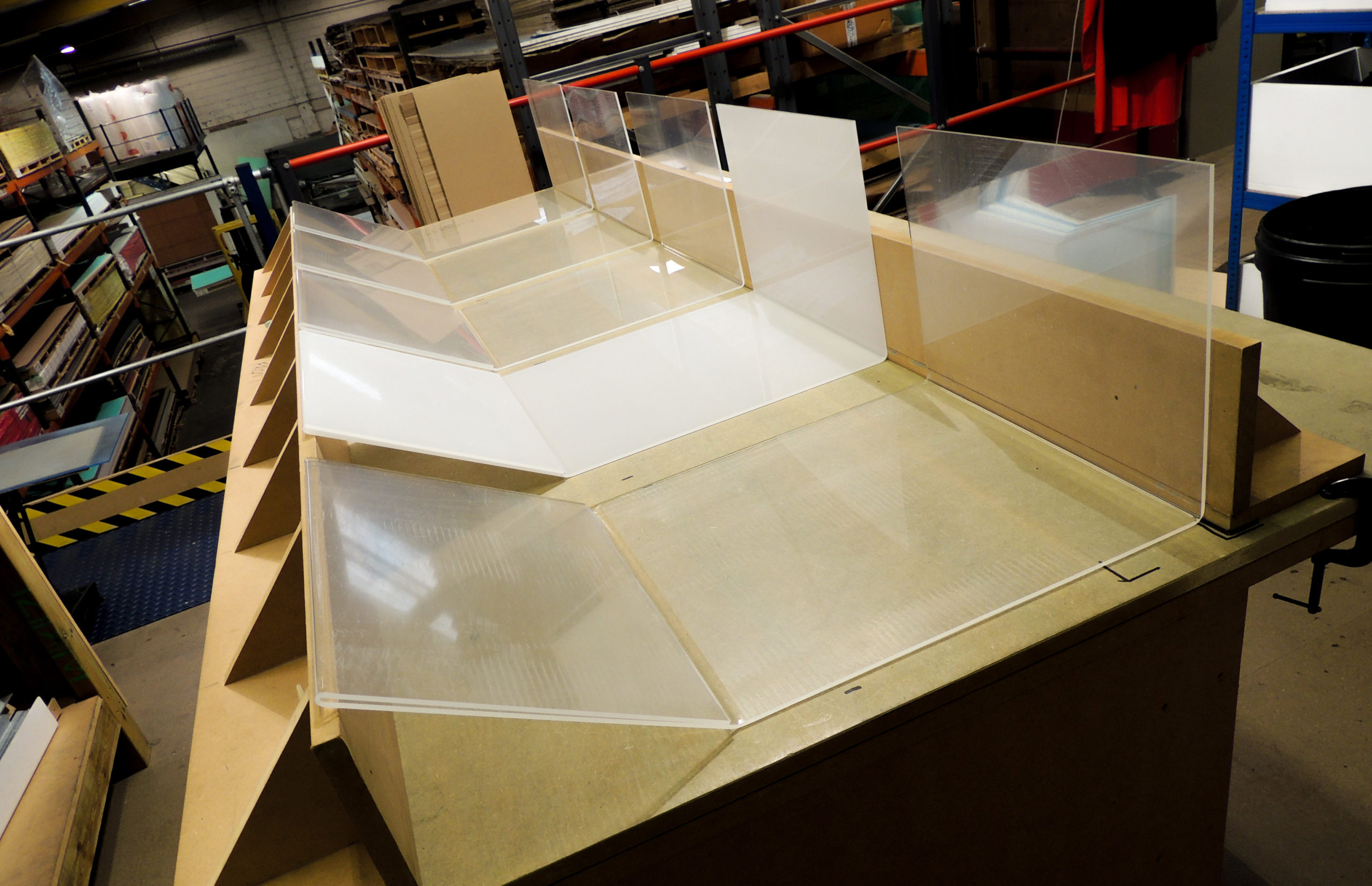 Line bending is a thermoforming process, which requires softening a thermoplastic material until malleable. The substrate can then be bent to an angle using a jig or a former. Line bending is an efficient low cost process to create straight bends which involves very little tooling. Materials suitable for line bending include, acrylic, polycarbonate, PETG and foam PVC.
Line bending is a thermoforming process, which requires softening a thermoplastic material until malleable. The substrate can then be bent to an angle using a jig or a former. Line bending is an efficient low cost process to create straight bends which involves very little tooling. Materials suitable for line bending include, acrylic, polycarbonate, PETG and foam PVC.
Due to the need to dry polycarbonate before line bending, PPB does not currently offer this service for this material.
Line bending is used frequently to produce display items such as card/leaflet holder, A4 – A0 portrait and landscape display units and phone stands.
RAD CORNERS
 Round corners can be introduced to virtually any substrate when required, such as, acrylic, Foamed PVC, and ACM. Alternatively known as a RAD corners, round corners can be cut to a standard 5mm, 10mm or 15mm curve or to a customer’s individual needs upon request. RAD corners can be cut either by manual router, CNC router or laser.
Round corners can be introduced to virtually any substrate when required, such as, acrylic, Foamed PVC, and ACM. Alternatively known as a RAD corners, round corners can be cut to a standard 5mm, 10mm or 15mm curve or to a customer’s individual needs upon request. RAD corners can be cut either by manual router, CNC router or laser.
If a round corner is required on acrylic panel, a crystal clear edge can be achieved by flame polishing the matt edge. If the panel falls below the dimensions of 1500×1250, RAD corners with a polished edge can be achieved by utilising the CNC laser.
A CNC routed skim comes as standard for panels that are not laser cut or polished.
REBATING
 Rebating is where a step is routed in the side of the material (usually acrylic or foam PVC), which allows for a join between two panels to be made. It can be used to join two pieces of material together to produce a larger sheet or to create a stronger corner joint.
Rebating is where a step is routed in the side of the material (usually acrylic or foam PVC), which allows for a join between two panels to be made. It can be used to join two pieces of material together to produce a larger sheet or to create a stronger corner joint.
Materials need to be at least 5mm thick in order for a rebate to be introduced.
It is advisable not to have a rebate in clear acrylic, as the connecting lip will no longer have a crystal clear finish after being machined. Opal acrylics and solid colours produce the best results for any POS or display requirements.
Note: Aluminium composite cannot be rebated.
V-GROOVING
 V-grooving is a machining process completed in-house by our CNC router. By milling out the top layer of the substrate along a straight line, the CNC will create a v shaped groove. We v-groove three main materials, PETG (Lumex G), Aluminium Composite Panels (ACM) and Viscom Sign EasyPrint.
V-grooving is a machining process completed in-house by our CNC router. By milling out the top layer of the substrate along a straight line, the CNC will create a v shaped groove. We v-groove three main materials, PETG (Lumex G), Aluminium Composite Panels (ACM) and Viscom Sign EasyPrint.
V-grooving is an essential part of the creation of an ACM sign tray. Once v-grooved the material can be folded along the groove. We can be supply these flat or made up in-house. For a more in-depth and visual look at sign tray creation, please consult our ‘video’.
Viscom Sign EasyPrint is easily bendable using single sided v–shaped grooves therefore it can be folded into various POS shapes, boxes, plinths, and display cases. The wide array of options for fabrication, combined with its excellent printing qualities make this the ideal material for graphic designers.
PETG (Lumex G) can also be v-grooved for folding and is suitable for creating: POS displays; notepad holders; boxes.
CHAMFER & BEVEL
 ‘Chamfer’ and ‘Bevel’ are terms that are often interchanged, however when used as a technical term they are differentiated as follows:
‘Chamfer’ and ‘Bevel’ are terms that are often interchanged, however when used as a technical term they are differentiated as follows:
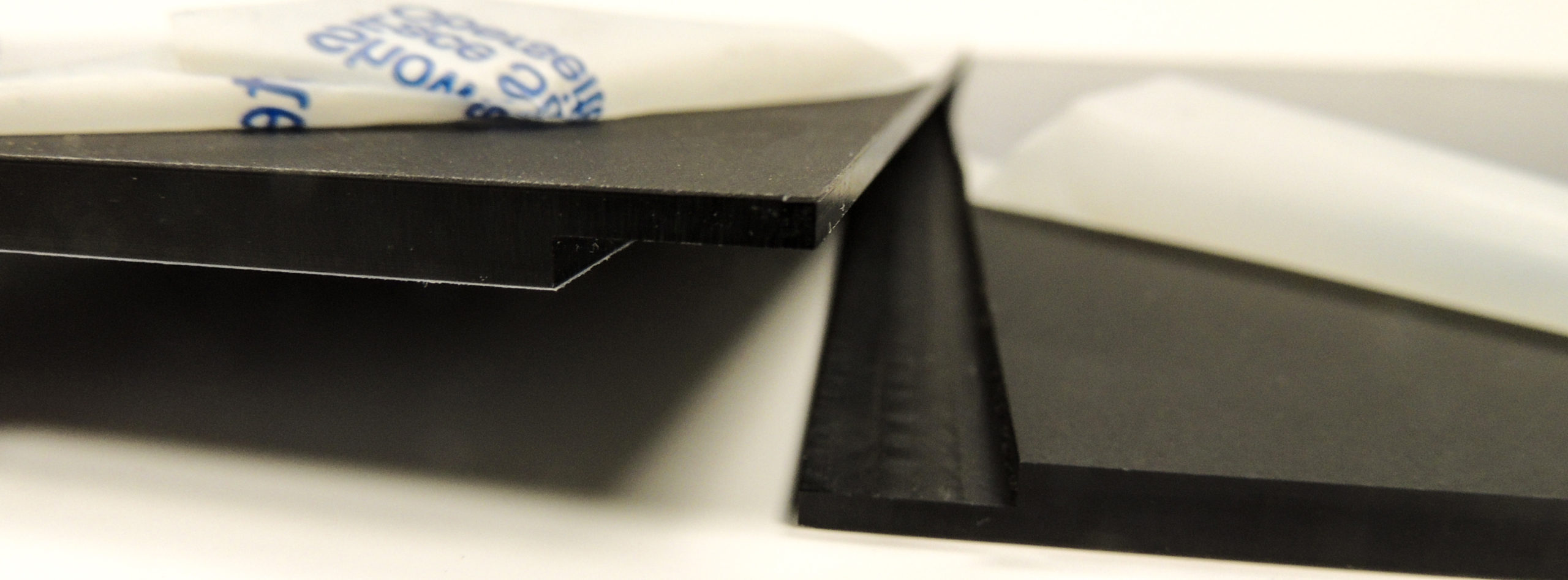
Chamfer – Cutting the material at an angle and thus creating a slope (usually at a 45º angle).
 Bevel – Cutting away the edge of a material for safety purposes, aesthetics or to resist wear. Bevel is often interchanged with the word chamfer, as the material is also cut at an angle. Our standardised angles are: 30º; 45º and 60º. However upon customer request we can cut to more bespoke angles
Bevel – Cutting away the edge of a material for safety purposes, aesthetics or to resist wear. Bevel is often interchanged with the word chamfer, as the material is also cut at an angle. Our standardised angles are: 30º; 45º and 60º. However upon customer request we can cut to more bespoke angles
 Mitre – A mitre joint is created by joining two parts together at a 45º angle to form a 90 º angle. Display cases and boxes can be fabricated using a mitre joint.
Mitre – A mitre joint is created by joining two parts together at a 45º angle to form a 90 º angle. Display cases and boxes can be fabricated using a mitre joint.
We offer chamfering & bevelling on a range of our products.
 Various types of materials can be chamfered and bevelled including, acrylic, foam PVC, PETG and ACM.
Various types of materials can be chamfered and bevelled including, acrylic, foam PVC, PETG and ACM.
Boxes and plinths can be achieved through the use of this process, as well as more complex 3D objects, by bevelling to different angle gradients.
To get a great finish on any work left exposed to the eye, flame polishing is the answer provided it is compatible with the material.
BESPOKE FABRICATION
At PPB we are well acquainted with fabricating to customers individual requirements, creating quality pieces to specification.
We take pride in bringing to life works of art and the completion of intricate designs. With many jobs under our belt, we have provided a short list of the standard bespoke works we undertake on a daily basis. These are not exhaustive so please contact our Sales Team for assistance with your specific needs.
SIGN TRAYS
 We offer a bespoke sign tray fabrication service at PPB. Using aluminium composite as our base material, we supply sign trays in either a flat or made up form. Dimensions, cut outs and other specifications of the final project rest on the customer’s decision. Sign trays supplied flat come with v-grooved routed channels, set out by the trays overall size and returns. These fold lines can then be easily manipulated to shape, either on site or at a customer’s place of business. Made up trays are fitted with aluminium angle and bonded together with our Bostik adhesive glue. In order to start fabrication on a sign tray we require the following information:
We offer a bespoke sign tray fabrication service at PPB. Using aluminium composite as our base material, we supply sign trays in either a flat or made up form. Dimensions, cut outs and other specifications of the final project rest on the customer’s decision. Sign trays supplied flat come with v-grooved routed channels, set out by the trays overall size and returns. These fold lines can then be easily manipulated to shape, either on site or at a customer’s place of business. Made up trays are fitted with aluminium angle and bonded together with our Bostik adhesive glue. In order to start fabrication on a sign tray we require the following information:
- The overall sign tray size
- The returns dimensions
- The internal or external dimensions of the panel
- Whether the face is to be gloss or matt
- Whether the joins required are along the short or the long edge
- Whether a fish plate is required (for made up trays, whether it is to be supplied attached or not)
ILLUMINATED SIGN TRAY
 An illuminated sign tray comprises of two trays that fit together as one. LED lights are then installed into a back tray. The front facing tray has a slightly wider set of dimensions in order to fit and overlap the LED installed box. The LED positions are mapped on the back tray, to disperse light in the most effective way possible for the bespoke piece. Acrylic inserts (usually opal 4000) can also be introduced, to back any cut out elements and serve as masks for light distribution.
An illuminated sign tray comprises of two trays that fit together as one. LED lights are then installed into a back tray. The front facing tray has a slightly wider set of dimensions in order to fit and overlap the LED installed box. The LED positions are mapped on the back tray, to disperse light in the most effective way possible for the bespoke piece. Acrylic inserts (usually opal 4000) can also be introduced, to back any cut out elements and serve as masks for light distribution.
PUSHED THROUGH LETTERS
 We can create push through letters by milling acrylic on our CNC router. Pushed through letters are commonly fabricated as part of a sign tray. Routed letters are supplied with a rebated shoulder (usually 2 ½mm around) to stop them falling through the display. In order to process a pushed through letter order we require the following information:
We can create push through letters by milling acrylic on our CNC router. Pushed through letters are commonly fabricated as part of a sign tray. Routed letters are supplied with a rebated shoulder (usually 2 ½mm around) to stop them falling through the display. In order to process a pushed through letter order we require the following information:
- Whether the letters are front or back pushed through.
- Are the letters required to be glued to the panel or supplied separately?
- Are flush or projecting letters required
It is worth nothing that the CNC router automatically creates an internal 3mm radius corner. To provide a professional finish, we will route both the letters and the display to accommodate this.
DISPLAY CASES AND BOXES
 Usually fabricated in either acrylic, Polycarbonate or Viscom EasyPrint, we can supply display cases and boxes to bespoke requirements. For small boxes we will usually use a 5mm thick substrate, for anything up to 1m cubed. Larger boxes may need anything from a 10-12mm thick material. Display cases and boxes can be either five or six sided and are often also referred to as ‘plinths’. When fabricating a box or display case, we can introduce either a mitre or butt joint based upon job requirements. To help you make an educated decision about which finish is required, we have listed the pros and cons of each below:
Usually fabricated in either acrylic, Polycarbonate or Viscom EasyPrint, we can supply display cases and boxes to bespoke requirements. For small boxes we will usually use a 5mm thick substrate, for anything up to 1m cubed. Larger boxes may need anything from a 10-12mm thick material. Display cases and boxes can be either five or six sided and are often also referred to as ‘plinths’. When fabricating a box or display case, we can introduce either a mitre or butt joint based upon job requirements. To help you make an educated decision about which finish is required, we have listed the pros and cons of each below:
Butt Joint
Pros
- Bubble free joints
- Offers a stronger bond for boxes and plinths improving structural stability, meaning that they are built to last
- Crystal clear edges can be produced after either a sand, buff or flame finish, joining lines therefore become difficult to see
- Up to 50mm thick acrylic can be bonded
- Less fabrication time is usually required making butt jointed jobs cheaper
Cons
- In instances where edges cannot be polished or are left exposed a butt joint produces a less effective finish
Mitre Joint
Pros
- Perfect for coloured materials as no glue line is displayed
- Mirror plinths and boxes can be made using this process
- Offers excellent light distribution when display cases or boxes are internally lit
Cons
- Bubbles can appear in the joint depending on the glue and application
- Excess and overspill with glue can occur
- Structurally weaker joins (especially when UV glue is applied)
- More time is required for fabrication
- Can’t scrape or sand UV bonded edges due to rubbery residue layer
Adhesive suited for plastic bonding is finally applied to seal the edges of the material together. A 24 hour time frame is required for the adhesive to set.
LEAFLET HOLDERS / CARD HOLDERS

Almost exclusively fabricated from extruded acrylic, leaflet/card holders are perfect for POS and are usually comprised of 2mm or 3mm thick acrylic. To achieve the holders form, the extruded acrylic sheet is line bent to shape with the aid of a jig. If the leaflet/card holder requires multiple components they are fixed into place with adhesive.
LECTERNS

We can fabricate lecterns to bespoke needs. Often found in churches, conference halls and public speaking events, lecterns are usually fabricated in acrylic at PPB.
COUNTERS AND BARS

Counters and bars can made from acrylic at PPB. A wide range of solid colours suitable for a vivid affect, are available alongside the standard white. Due to complex nature of such a job, we require detailed drawings and measurements in order to quote and fabricate.
SPLIT BATTENS

Part of our hanging bar selection, split battens can be bespoke fabricated out of foam PVC and acrylic. Split battens can be cut to almost any length and are generally 50mm wide, unless specified otherwise by the customer. A bevel or mitre cut is introduced to create the two conjoining parts. One part of the batten is attached to the material of choice and the other to the intended fascia.
To fabricated bespoke work outside of our usual parameters, we require detailed drawings and labelled dimensions as at present we do not design in-house. We prefer computerised drawings in Artcam or CorelDraw. Our creativity is only limited by your imagination.